La Automatización y Control Industrial es una rama de la ingeniería que aplica la integración de tecnologías de vanguardia que son utilizadas en el campo de la automatización y el control automático industrial las cuales son complementadas con disciplinas paralelas al área tales como los sistemas de control y supervisión de datos, la instrumentación industrial, el control de procesos y las redes de comunicación industrial.
Desde PLC (controlador lógico programable) fue introducido por primera vez en 1970, ha sido de uso común en diversas industrias como la máquina y controles del proceso. Diseñado con los últimos microprocesadores y circuitos electrónicos, los PLCs compactos de hoy se caracterizan por una alta fiabilidad, alto rendimiento y redes de alta velocidad. El uso de PLC en líneas de producción automatizadas mejora la fiabilidad del sistema, la calidad de los productos, el intercambio de información, la eficiencia y la flexibilidad y reduce así los costes. PLC-100 es un entrenador autónomo que consta de una unidad principal de PLC FATEK comúnmente utilizados y los dispositivos de E/S para la simulación. Proporciona a los estudiantes una comprensión profunda de las teorías y aplicaciones de controladores.

Desde PLC (controlador lógico programable) fue introducido por primera
vez en 1970, ha sido ampliamente aplicada para varios usos industriales
como la máquina y controles del proceso. Diseñado con el último microprocesador
y circuitos electrónicos, hoy en día los PLCs de tamaño compacto proporcionan
las características de alta fiabilidad, alto rendimiento y redes de alta
velocidad. El uso de PLC en líneas de producción automatizadas mejora la
fiabilidad del sistema, la calidad de los productos, el intercambio de
información, la eficiencia y la flexibilidad y reduce así los costes. PLC-200
es un entrenador autónomo que consta de una unidad principal de PLC Siemens
y comúnmente utilizados los dispositivos de E/S para la simulación. Se
ofrece a los estudiantes excelentes teorías y amplias aplicaciones de controladores
lógicos programables. El formador le permite a los estudiantes aprender
paso a paso de los fundamentos de PLC a más controles avanzados utilizados
en la industria.

Es bien sabido que "la automatización de fábrica" es una medida indispensable
para reducir los costos de mano de obra, mejorar la eficiencia de la producción
y lograr una mayor calidad del producto, que ha sido ampliamente adoptado
por la electrónica, semiconductores, LCD y la mecánica de las fábricas.
En la automatización de fábrica, "aire a presión" juega un papel muy esencial
y fundamental. El "PS-1000" es lanzado para ofrecer educación básica enriquecida
a partir de componentes de aire a presión,aire a presión avanzadas para
diseño de bucle basado en PLC Sistema de control eléctrico. El entrenador
puede actualizarse a ingeniero de automatización de alto nivel con la ayuda
del formador "PS-1000" sistema
PARTE I: Componentes básicos neumáticas Cilindro de Aire de efecto simple
Cilindro de Aire de Doble efecto
válvula o
Válvula de control de flujo
Válvula de escape rápido
la válvula
Válvulas de control direccional
Válvula de secuencia
Válvula de retardo
PARTE II: Los circuitos de control de neumático básico
1.- circuito de seguridad a dos manos
2.- Cilindro de Aire de control remoto de efecto simple
3.- Cilindro de Aire de Mando a distancia de doble efecto
4.- Cilindro neumático de control de avance manual y control de presión
inversa
5.- Cilindro neumático Avance de control manual y inversa retardada
6.- Cilindro de Aire de control a dos manos Avance y Retroceso automático
7.- Cilindro neumático Avance lento y de inverso rápido
8.- Cilindro de Aire de movimiento alternativo de doble efecto
9.- Circuito de parada de emergencia
10.- Circuito de arranque con interruptor de Enclavamiento
11.- Dos cilindros de aire utilizado en el Proceso de piezas de flexión
12.- Dos cilindros de aire con Secuencia de control
13.- Cilindro neumático utilizado en proceso de mecanizado
14.- Tres Cilindros de aire utilizado en Cargar material y perforación
15.- tres cilindros de aire con Control de secuencia
PARTE III: Circuitos de control de secuencia electro-neumática
1.- Cilindro de movimiento de un solo ciclo alternativo mediante un pulsador
y de la válvula de un solo solenoide
2.- Cilindro de un ciclo de Reciprocidad utilizando pulsadores y la válvula
de un solo solenoide
3.- Cilindro de un ciclo de Reciprocidad usando carrera Final y la válvula
de un solo solenoide
4.- Cilindros de continua reciprocidad con interruptores de límite y única
electroválvula
5.-Un Ciclo Cilindro de reprocidad usando temporizador y una valvula de
un selenoide
6.-Cilindro de Continua reciprocidad con temporizador y válvula de simple
solenoide
7.-Cilindro con Control de avance/retroceso mediante un pulsador y válvula
de simple solenoide
8.-Cilindro de un ciclo de reciprocidad mediante pulsadores y válvula
de doble solenoide
9.-Cilindro de un ciclo de reciprocidad usando el interruptor de límite
y la válvula de doble solenoide
10.-Cilindro de continua reciprocidad con interruptores de límite y la
válvula de doble solenoide
11.- Cilindro con Ciclo de una reciprocidad con Temporizador y válvula
de doble solenoide
12.-Cilindro con Ciclo de una reciprocidad con temporizador, interruptor
de límite y válvula de doble solenoide
13.- Cilindro de Continua reciprocidad con temporizador, interruptores
de límite y válvula de doble solenoide.
14.- Cilindro de Control de avance/retroceso usando un pulsador y la válvula
de doble solenoide
15.- Dos cilindros de secuencia (A+B+ B-A-) usando las válvulas de simple
solenoide
16.- Cilindros de dos secuencias (A+ B+ B-) usando las válvulas de simple
solenoide
17.- Cilindros de dos secuencias (A+ B+ B-) con válvulas de doble solenoide
18.- Cilindros de dos secuencias (A+ B/sincronización/A-B-) usando las
válvulas de simple solenoide
19.- Cilindros de dos secuencias (A +B/sincronización/A - B-) con válvulas
de doble solenoide
20.- cilindros de tres secuencia (A+ B +C +C-B - A-) usando las válvulas
de simple solenoide
21.- Tres cilindros de secuencia (A +B +C +B - C-) usando las válvulas
de simple solenoide
22.-Aplicaciones del interruptor de presión
• Los alumnos se familiarizan con los principios y aplicaciones de los
distintos componentes de la presión del aire
• Los estudiantes aprenden diseño de bucle de presión del aire
• Aprende programación de PLC, incluyendo arquitectura, instrucciones
y diagrama de escalera.
Por favor envianos un correo gracias

Es bien sabido que "Automatización industrial" es una medida indispensable
para reducir los costos de mano de obra, mejorar la eficiencia de la producción
y lograr mayor calidad de producto, ampliamente adoptada por la electrónica,
semiconductores, LCD y fábricas mecánicas. En la automatización de fábrica,
aceite a presión"juega un papel muy esencial y fundamental.
"HS-2000" se lanza a ofrecer una educación enriquecida sobre los componentes
base de aceite a presión, avanzado en un diseño de circuito de aceite a
presión al sistema de control eléctrico basado en PLC. El alumno puede
actualizarse para ser ingeniero de automatización de alto nivel con la
ayuda del sistema formador "HS-2000".
PARTE I: Componentes hidráulicos básicos
1.-Bomba hidráulica
2.-Válvula de liberación de presión
3.-Válvula de reducción de presión
4.-Las pérdidas de presión de las mangueras
5.-Válvula de control de flujo
6.-Control de la válvula de línea
7.-Control de la válvula accionada por piloto
8.-Válvulas de control direccional
9.-De simple efecto Cilindro hidráulico
10.-Doble efecto Cilindro hidráulico
11.-Motor hidraulico
PARTE II: Circuitos básicos de control hidráulico
1.-Circuito de la regulación de la presión
2.-Circuito de seguridad
3.-Circuito regulador de Presión de doble
4.-Secuencia de circuito de control (1)
5.-Secuencia de circuito de control (2)
6.-Circuito de contrapeso de la presión
7.-Circuito de la reducción de la presión
8.-Circuito de control de flujo medidor de entrada
9.-Circuito de control de flujo Regulación de salida
10.-Circuito de control de purga
11.-Circuito de mantenimiento de presión
12.-Circuito diferencial
13.-Circuito de sincronización
14.-Circuito de control del acumulador
15.-Circuito hidráulico de control del motor
PARTE III: Circuitos de control básicos electro-hidráulico
1.-Circuito en serie
2.-Circuito paralelo
3.-Circuito de control remoto
4.-Secuencia de circuito de control (1)
5.-Secuencia de circuito de control (2)
6.-Circuito de control para Amortiguar
7.-Circuito de control de reducción de la presión
8.-Circuito de control de flujo sistema de entrada
9.- Circuito de control de flujo sistema de salida
10.-Purga de circuito de control
11.-Circuito de control de dos velocidades
12.-Circuito de control diferencial
13.-Circuito de control síncrono
14.-circuito de control para mantener la presión
15.-Circuito de control de Acumulador
16.-Control del motor de circuito hidráulico
17.-Interruptor de presión del circuito de control
Parte IV: Circuitos de control de secuencia electro-hidráulico 1.-Cilindro
de un ciclo de reciprocidad mediante pulsador y válvula de simple solenoide
2.-Cilindro de un ciclo de reciprocidad mediante pulsadores y válvulas
de simple solenoide
3.-Cilindro de un ciclo de reciprocidad mediante interruptor de límite
y válvula de simple solenoide
4.-Cilindros de continua reciprocidad con interruptores de límite y única
electroválvula
5.-Cilindro con ciclo de una reciprocidad con temporizador y válvula de
simple solenoide
6.-Cilindro de continua reciprocidad con temporizador y válvula de simple
solenoide
7.-Cilindro de un ciclo reciprocidad mediante pulsadores y válvula de
doble solenoide
8.-Cilindro de un ciclo de una reciprocidad usando el interruptor de límite
y la válvula de doble solenoide
9.-Cilindros de continua reciprocidad con interruptores de límite y la
válvula de doble solenoide
10.-Cilindro de un ciclo de reciprocidad con interruptor temporizador
y válvula de doble solenoide
11.-Cilindro de un ciclo de una reciprocidad usando interruptores de límite
de temporizador y válvula de doble solenoide
12.-Cilindro de continua reciprocidad con interruptores de límite de temporizador
y válvula de doble solenoide
13.-Dos cilindros de secuenciación (A+B+B - A-) usando las válvulas de
simple solenoide
14.-Secuencia de dos cilindros (A+ / / B-) usando las válvulas de simple
solenoide
15.-Secuencia de dos cilindros (A+ B/sincronización/A - B-) usando las
válvulas de simple solenoide
16.-Dos cilindros secuenciales (A+B+A-B-) Usando válvulas dobles selenoides
17.-Secuencia de dos cilindros (A+B /) con válvulas de doble solenoide
18.-Dos cilindros secuenciales (A+B+/Sincronización/A-B-) Usando válvulas
dobles selenoides
• Los alumnos se familiarizan con los principios y aplicaciones de diversos
componentes de presión de aceite.
• Alumnos aprenden el diseño de circuito de presión de aceite.
• Los alumnos aprenden programación de PLC, incluyendo arquitectura, instrucciones
y diagrama de escalera.
Por favor envianos un correo gracias
Desde que el PLC (controlador lógico programable) fue introducido por
primera vez en 1970, ha sido ampliamente aplicada para varios usos industriales
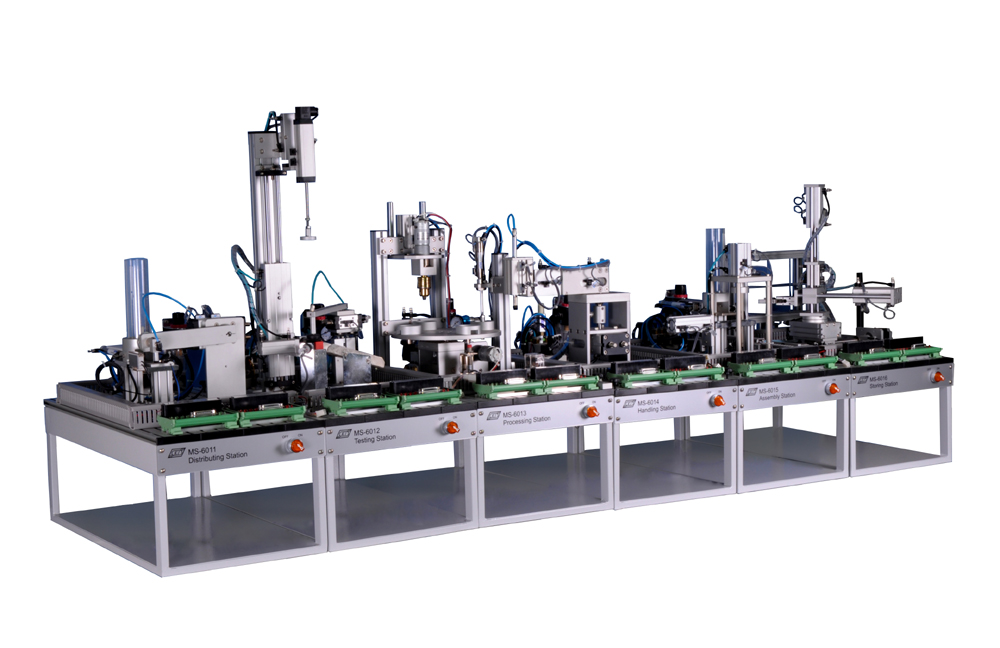
como la maquinaría y controles del proceso. El Sistema de Producción Modular
permiten diferentes estaciones de simulación de procesos de producción
reales que existen en el campo de la industria. El sistema es universal,
basado en la industria, modular y flexible para una mayor expansión. Los
estudiantes pueden aprender todo el proceso de producción, como la alimentación,
el procesamiento, etc... Cada estación simplifica la formación de operación
y puede ampliarse de forma secuencial, paso a paso, a través de la construcción
de procedimiento complejo automatizado. con PLC-200 .
• Las simulaciones de entrada funcionan como interruptores de nivel y
el pulso de entrada para la señal de entrada diferentes
• Software de desarrollo fácil de usar basado en Windows.
• Con varios dispositivos periféricos y dispositivos que admiten extensiones
externas especialmente trajes para experimento de laboratorio y la ejecución
del proyecto
• Con varios dispositivos para simulaciones de E/S para el estudio y la
observación de los resultados
• Uso de enchufes de seguridad de 4mm en los terminales de entrada/salida
para garantizar la seguridad física de los usuarios. Las estaciones son
universales, basados en la industria.
Por favor envianos un correo gracias

MS-7200 contiene dos módulos de capacitación de mecatrónica independientes, robot de clasificación automática lineal y posicionador. Estos dos módulos pueden ser controlados por PLC-200 directamente o controlados por otros sistemas PLC a través de sus puertos de entrada y salida digitales desde el panel de control. Cada modelo proporciona al menos 10 cursos de formación, a partir de aprender las características de cada componente mecatrónicos para controlar todo el sistema mecatrónicos, proporcionando una forma eficiente para construir un conocimiento sólido y el concepto de control de automatización de fábrica. con PLC-200 .
MS-7001
Clasificación automática del robot
1.-Control de posición de cinta transportadora
2.-Pieza de trabajo de detección y clasificación
3.-Z-Axis cilindro de control arriba / abajo
4.-Cilindro de control giratorio derecho / izquierdo
5.-Control del generador de vacío
6.-Control de posición de la tabla de diapositivas
7.-Levantar y colocar el eje de control de robots
8.-Coger y colocar en la correa transportadora
9.-Almacenamiento de piezas de trabajo de forma secuencial
10.-Control Clasificar y almacenar las piezas de trabajo
11.-Control de carga del transportador
12.-Control automático de carga y descarga
MS-7002
Posicionador Lineal
1.-control de movimiento lineal
2.-control de posición en lazo abierto
3.-control de vibración y par
4.-Tiempo de posicionamiento y control de velocidad
5.-control de posición en lazo cerrado
6.-control de aceleración-deceleración lineal
7.-Posicionamiento con la rueda de control y display de 7 segmentos
8.-La enseñanza de control de posición única
9.-el control de varias velocidades
10.-el control de varias posiciones
• Sistema de formación mecatrónicos de tamaño portátil, fácil de llevar
a cabo experimentos sobre tabla lab.
• Utilice protectores de seguridad de 4 mm y tomas de corriente para las
interconexiones de dispositivos con terminales para garantizar la seguridad
física de los usuarios.
• El estado de las señales de entrada y salida se controlan y se muestra
en el estado cerca del LED.
• Sockets coloridos de E/S para representar las diferentes funciones de
los puertos - los sockets amarillos para señales de entrada, los sockets
acules para las señales de salida, los sockets rojos para entrada de alimentacion
de la corriente directa, los sockets negros para la energía de tierra.
• Interfaz de soporte externa para extensiones particularmente convenientes
para PLC-200.
MS-7001
clasificación automática de Robot
• Apropiado para PLC principiantes
• Sistemática de formación para los aprendices
• Varias prácticas experimentales
-Seis prácticas básicas (experimento 1-6) instrucciones básicas para el
aprendizaje de PLC
-Seis prácticas avanzadas (Experimento 7 - 12) para la mejora de la capacidad
de programación de PLC
• Aplicaciones de control generalizado control de motor cd, diversos sensores,
cilindro neumático de control de posición, control y detección de mesa
deslizante, PLC cableado práctico.
MS-7002
Posicionador Lineal
1. Uso de motor paso a paso para accionar un mecanismo de deslizamiento.
2. Diversas aplicaciones para el control de servo.
3. La combinación de interruptores de palanca BCD y un LED de 7-Seg en
el entrenador.
4. Proporcionar un switch final para evitar el exceso de movimiento de
la guía de deslizamiento
Por favor envianos un correo gracias

MS-7400 ofrece dos módulos de capacitación mecatrónica independiente clasificación
automática robot lineal y posicionador. Estos dos módulos pueden ser controlados
por MS-C100 directamente o controlados por otros microcontroladores a través
de sus puertos de entrada y salida digitales desde el panel de control.
Cada modelo proporciona al menos 10 cursos de formación, a partir del aprendizaje
las características de cada uno de los componentes mecatrónicos para controlar
todo el sistema mecatrónicos, proporcionando una forma eficiente para construir
un conocimiento sólido y el concepto de control de automatización de fábrica.
con MS-C100
MS-7001 Clasificación automática del robot
1. Control de posición de la cinta transportadora
2. Detección y clasificación de piezas
3. Cilindro de Eje Z control arriba/abajo
4. Cilindro giratorio de control derecha/izquierda
5. Control del generador de vacío
6. Deslice el control de posición de tabla
7. 3 ejes de control de robot Agarrrar y colocar
8. Recoger y colocar sobre la cinta transportadora
9. Almacenar piezas secuencialmente
10. Control de ordenar y guardar las piezas
11. Control de carga al Transportador
12. Control de carga-descarga automática
MS-7002 Posicionador Lineal
1. Control de movimiento lineal
2. Control de posición de bucle abierto
3. La vibración y control de torque
4. Tiempo de posicionamiento y control de velocidad
5. Control de aceleración-deceleración en lineal
6. Control de posición de bucle cerrado
7. Posicionamiento con rueda y pantalla de 7 segmentos
8. La enseñanza del control de posición única
9. Control de velocidad múltiple
10. Control de posición múltiple
• Tamaño portátil sistema mecatrónico de capacitación, fácil de llevar
a cabo experimentos sobre la mesa de laboratorio.
• El estado de las señales de entrada y salida se controlan y se muestra
el estado cerca del LED.
• Utilice solo cable plano para conectar MS-C100 para facilitar el cableado.
MS-C100 Unidad de microcontrolador dsPIC
1. MS-C100 incluye un chip dsPIC30F4011 y circuitos de E / S periféricos,
lo cual es muy útil para entender los conocimientos relacionados con el
control de microprocesador.
2. El entrenador está protegido por una maleta para facilitar su transporte
y almacenamiento.
3. Los pasadores de MCU están protegidos por fotoacoplador.
4. Capaz de utilizar cualquier interruptor de tacto deslizante como entrada
de señal.
MS-7001 Clasificación automática del robot
1. Adecuado para principiantes MCU
2. Formación sistemática de los aprendices
3. Prácticas experimentales abundantes
4. Aplicaciones de control generalizadas de control de motor de corriente
continua, varios sensores, control de cilindro neumático, control de posición
y detección de mesa deslizante, la práctica de programación de código C
MS-7002 Posicionador Lineal
1. Uso de motor paso a paso para impulsar un mecanismo de deslizamiento.
2. Diversas aplicaciones para el control de servo.
3. La combinación de interruptores de BCD y un 7-Seg LED en el entrenador.
4. Proporciona un interruptor de límite para evitar el exceso de movimiento
de la guía deslizante
Por favor envianos un correo gracias